In the
previous post, we discussed helium and other alternative the options available for trace gas leak testing. Helium’s relatively low ambient presence in atmosphere, its inert nature and its very small atomic dimensions make it ideally suited for use as a trace gas.
These characteristics, as well as the wide-spread use of testing methods and tried-and-true equipment designed exclusively for helium, continue to outweigh occasional supply and pricing issues.
The sections below give an overview of most common trace gas methods. While until a few years ago helium reigned supreme in almost all of them, today alternate trace gases have gained significant share. Other than the operating parameters and methods of the gas analysis equipment (helium mass spectrometer, RGA, solid state gas sensors, etc.) there is very little difference between the methods whether using helium or other trace gases.

With hard vacuum leak testing, the part is placed inside a vacuum chamber which is then evacuated using a vacuum pump or pumps. Once the chamber has reached sufficiently low pressure, the mass spectrometer or residual gas analyzer is then connected to the chamber. When the trace gas level in the chamber reads low enough for the test to begin, the part is then pressurized with trace gas and held under pressure for the set duration of the test. The level of trace gas is monitored continuously in the chamber. If levels exceed the critical limit, the part under test is rejected.
In contrast, the accumulation method measures the accumulated trace gas in a closed volume, monitoring the concentration of trace gas in the test chamber over time. The rate of change of the concentration is directly related to the leak rate; the higher the leak rate, the faster the concentration increases.
However, manufacturers do need to make sure this type of system doesn’t decrease in sensitivity over time. Some systems require you to run a known-leaking part to test the integrity of the system periodically. You could also choose to connect a “background leak” to your test chamber which always needs to be detected at the end of a test for it to be successful, helping to confirm if you are having any issues with your test setup.
For smaller parts, carrier-gas leak testing can be used instead. This method uses a stream of trace-gas-free gas (e.g. nitrogen) to sweep the chamber instead of accumulating the trace gas in the test volume. The carrier gas exiting the chamber is sampled by the leak detector and by measuring the concentration of trace gas in the carrier stream, the leak rate of the test part can be calculated.
The same precautions used with accumulation testing to ensure reliability of the test, like the addition of a background leak, are highly recommended.
Nitrogen purge leak testing technology eliminates this problem. By using a trace-gas-free gas as a seal between the test chamber, the isolation of the test chamber from the outside world becomes less of a challenge.
The test begins by purging the chamber with a high flow of nitrogen, forcing the atmospheric air out. By maintaining a gas “curtain” around the perimeter of the chamber, the air is kept out for the duration of the test, eliminating any background issues.
The key to a successful sniffing operation is gas management. Manufacturers must eliminate all possible trace gas sources in the area and there must be an ample amount of fresh air readily available. Many successful applications involve a “sniffer booth” that isolates the test area from the rest of the production floor.
Visit our page on Tracer Gas Leak Test Systems for more information, or contact us to discuss.
These characteristics, as well as the wide-spread use of testing methods and tried-and-true equipment designed exclusively for helium, continue to outweigh occasional supply and pricing issues.
The sections below give an overview of most common trace gas methods. While until a few years ago helium reigned supreme in almost all of them, today alternate trace gases have gained significant share. Other than the operating parameters and methods of the gas analysis equipment (helium mass spectrometer, RGA, solid state gas sensors, etc.) there is very little difference between the methods whether using helium or other trace gases.
Most Common Test Methods
The table below summarizes the most common trace-gas-based methods together with their capabilities, the associated system cost and maintenance requirements.
Figure 1: Most common trace gas test methods
Hard Vacuum Leak Testers
This is the most traditional and most accurate trace gas test method. It’s capable of measuring very small leaks, in some cases as low as the 10-10 std.cm3/sec range.With hard vacuum leak testing, the part is placed inside a vacuum chamber which is then evacuated using a vacuum pump or pumps. Once the chamber has reached sufficiently low pressure, the mass spectrometer or residual gas analyzer is then connected to the chamber. When the trace gas level in the chamber reads low enough for the test to begin, the part is then pressurized with trace gas and held under pressure for the set duration of the test. The level of trace gas is monitored continuously in the chamber. If levels exceed the critical limit, the part under test is rejected.
Accumulation Testers
While there are benefits to using hard-vacuum leak testers, one of the most common problems for manufacturers is the need to maintain a high-vacuum system. They operate at a high frequency, cycling between atmospheric pressure and high-vacuum, sometimes as often as every 30 seconds.In contrast, the accumulation method measures the accumulated trace gas in a closed volume, monitoring the concentration of trace gas in the test chamber over time. The rate of change of the concentration is directly related to the leak rate; the higher the leak rate, the faster the concentration increases.
However, manufacturers do need to make sure this type of system doesn’t decrease in sensitivity over time. Some systems require you to run a known-leaking part to test the integrity of the system periodically. You could also choose to connect a “background leak” to your test chamber which always needs to be detected at the end of a test for it to be successful, helping to confirm if you are having any issues with your test setup.
Carrier Gas Testers
A drawback of accumulation testers is that they do not usually provide real-time leak rate information and also suffer from a relatively high level of sensitivity to variation in background levels of trace gas in the atmosphere in and around the accumulation chamber.For smaller parts, carrier-gas leak testing can be used instead. This method uses a stream of trace-gas-free gas (e.g. nitrogen) to sweep the chamber instead of accumulating the trace gas in the test volume. The carrier gas exiting the chamber is sampled by the leak detector and by measuring the concentration of trace gas in the carrier stream, the leak rate of the test part can be calculated.
The same precautions used with accumulation testing to ensure reliability of the test, like the addition of a background leak, are highly recommended.
Nitrogen Purge Technology
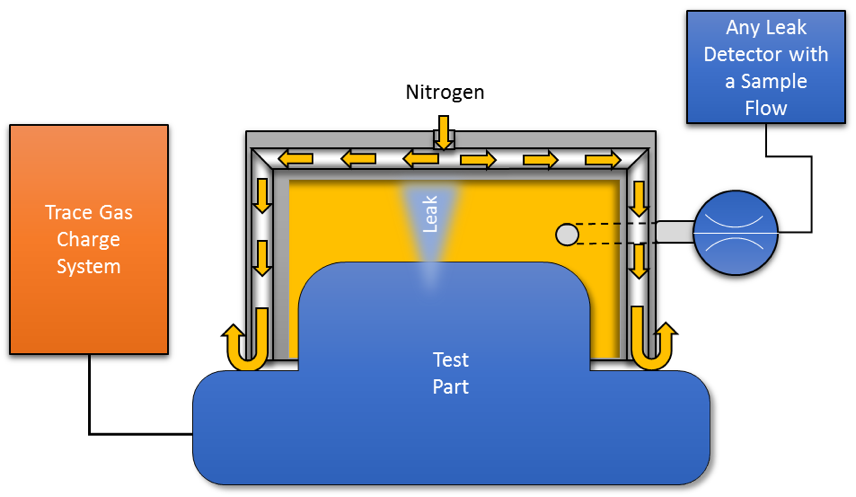
Carrier-gas testing readily lends itself to testing areas of larger parts. The challenge is sealing. The technique assumes a well-sealed test chamber that prevents potentially contaminated air from interfering with the test. Achieving this tight seal in a production environment is not always practical or possible.Nitrogen purge leak testing technology eliminates this problem. By using a trace-gas-free gas as a seal between the test chamber, the isolation of the test chamber from the outside world becomes less of a challenge.
The test begins by purging the chamber with a high flow of nitrogen, forcing the atmospheric air out. By maintaining a gas “curtain” around the perimeter of the chamber, the air is kept out for the duration of the test, eliminating any background issues.
Figure 2:
Nitrogen Purge Technology
Sniffers
In the past, sniffers were often simply accessories to one of the above-described trace gas methods, used for leak location mostly. However, more recently, with the industry focusing on more cost-effective solutions and with advancements in robotics, sniffing as a leak quantifying method has gained ground.The key to a successful sniffing operation is gas management. Manufacturers must eliminate all possible trace gas sources in the area and there must be an ample amount of fresh air readily available. Many successful applications involve a “sniffer booth” that isolates the test area from the rest of the production floor.
Choosing the right method of trace gas leak testing
As is always the case with any leak testing scenario, it is critical that you know your part, know your variables influencing the test and know your target leak rate to determine which test method (and which trace gas) is most appropriate to ensure a reliable and repeatable test result.Visit our page on Tracer Gas Leak Test Systems for more information, or contact us to discuss.

